

Pavel Čurda, CEO of Konica Minolta Business Solutions Czech
Text: Pavel Čurda; Photo: Archive
Almost twenty years ago, Konica Minolta left the world of compact cameras and small printers for households and instead began focusing on corporate clients and new technologies. It is currently one of the leading providers of not only printing solutions, but also IT services related to document management and intelligent camera systems.
The journey of transformation
We ended the sale of cameras in 2006, followed by ending the sale of small printers for the household segment, and began to look for new opportunities for business. At that time, we felt there was great potential in the area of technologies related to both digitization and comprehensive services for the corporate sector.
A key moment for the Czech market was the acquisition of WEBCOM in 2015, which started the entry among IT service providers. This helped us gradually establish ourselves among providers of digitization services related to CRM/ERP systems. Since 2019, WEBCOM has operated under the name Konica Minolta IT Solutions Czech, and is an integral part of the group.
Although Konica Minolta remains a leader in the field of printing technologies, IT services already account for approximately 30% of the company’s sales in the Czech Republic, which amount to around 2.5 billion crowns. We are far from feeling we have exhausted the potential of the domestic market in this area. The foresight of the entire transformation and diversification of the business into various areas was particularly evident during the COVID-19 period. At that time, most office operations were closed, but, on the contrary, demand for services related to the digital office increased.


FORXAI Mirror product
Video analytics and artificial intelligence
The second significant chapter in the development of IT services was the entry into the Czech market with camera technologies in 2018, which followed an investment in the German camera manufacturer MOBOTIX. The main areas Konica Minolta is penetrating with these technologies are industrial production (including logistics) and the protection of people and property.
The key element of these solutions is video analytics, i.e. software that automatically evaluates the monitored situation. Don’t imagine cameras pointed at a certain location, and a tired employee who spends hours looking at screens and checking to see if there is a problem! Instead, imagine this: Our solution for weapon detection, for example, can detect firearms and stab weapons in the hands of an attacker with up to 99.9% accuracy using artificial intelligence. It can also distinguish whether it is a real gun or just a similar object, such as a drill. It can of course automatically trigger an alarm, initiate evacuation, call emergency services, and so on.
Artificial intelligence in Konica Minolta’s concept works on the principle of collecting data samples, which the system then learns from on its own. It can also work with behavioural patterns that are typical, for example, of vandalism, theft, or assault. This will allow these situations to be predicted and warned about before the act itself occurs.
So-called terahertz cameras are even able to detect hidden weapons. They can penetrate most non-conductive materials, including textiles, and thus recognize dangerous objects hidden under clothing, including plastic or ceramic weapons and explosives. This technology represents an alternative to the classic security frames, with the control being faster and not causing false alarms caused by common metal objects, such as belts or watches.
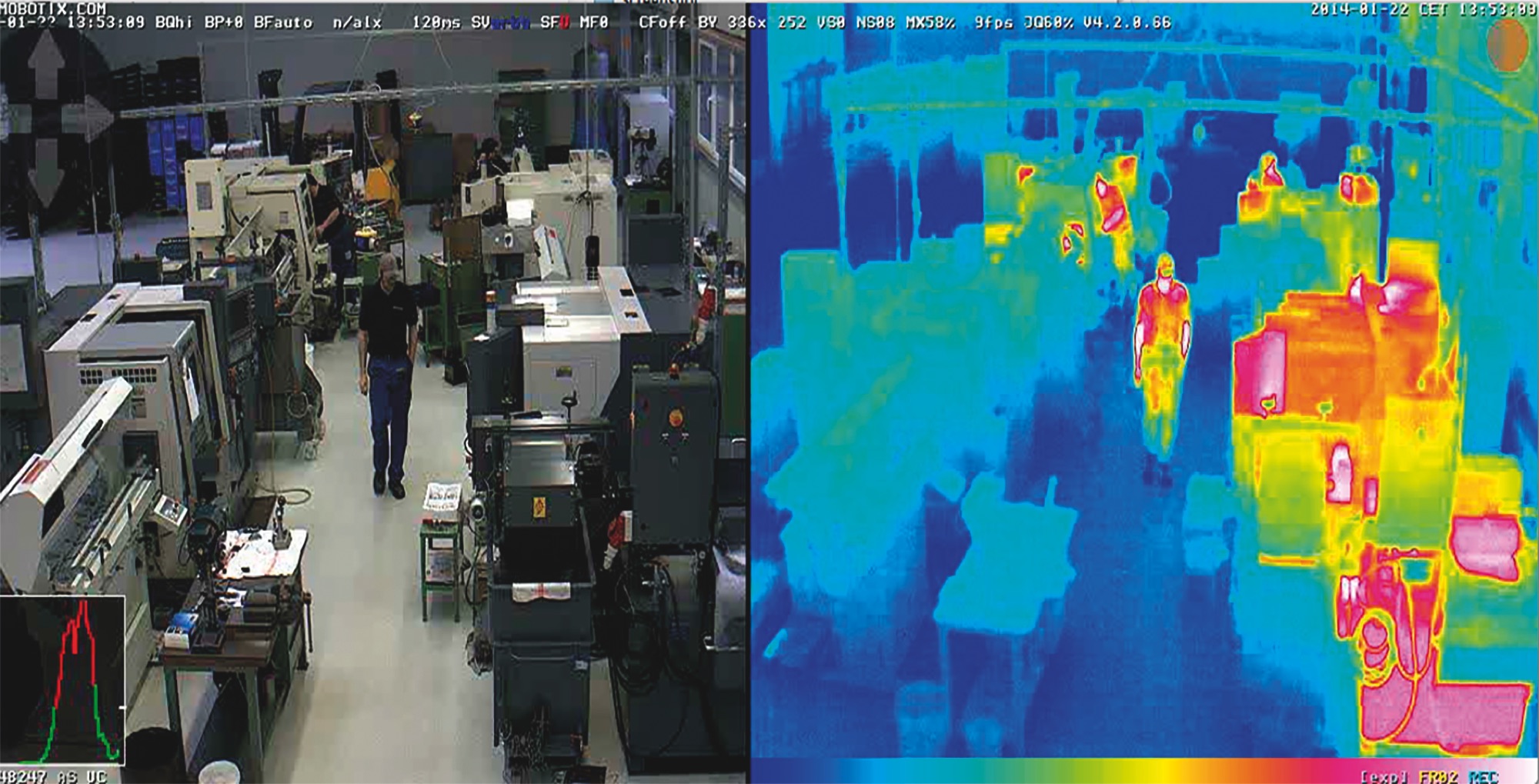
Termo
From thermal cameras for industry to innovations for hospitals
Konica Minolta has also recently received a unique certification for the use of thermal cameras for fire protection purposes instead of the classic fire detectors. We have managed to develop the fastest fire warning system on the Thermo market. Thermal cameras can detect the risk of fire tens of seconds earlier than traditional smoke detectors. The sensor specifically reacts to an increase in temperature by two tenths of a degree, and thus warns of a risky situation before ignition occurs.
In the industrial sector, intelligent camera systems are also used in production monitoring. Smart cameras can monitor the number and types of products, monitor production quality, detect anomalies, and prevent defects or accidents.
The company also focuses on the pharmaceutical sector. We bought the Finnish company Specim, whose camera system can, for example, recognize whether a tablet of a medicine contains the appropriate amount of active substance.
Konica Minolta technology is also used in healthcare. Smart solutions monitor the movement and condition of people, whether seniors or patients, in real time. These systems can detect falls or unusual behaviour, and immediately inform medical personnel. Brno Development Centre Konica Minolta has a total of five development centres around the world, one of which is located in Brno, where about two hundred people work. They focus primarily on products related to the so-called data mining of documents, as well as on the development of video analytics systems for smart camera solutions.
Together with colleagues from the development centre in Rome, we designed a device in Brno in the form of a human-sized mirror that uses artificial intelligence to recognize deficiencies in workers’ personal protective equipment. The device will warn employees that they are wearing a mask or protective glasses incorrectly. Or, for example, it will not allow them into production if they are not wearing a helmet. The Tokyo headquarters like this product so much that they want to expand it to the global market.
Pavel Čurda, CEO of Konica Minolta Business Solutions Czech